





машинное зрение для контроля ширины резиновых полуфабрикатов шин
Внедрили ML Sense — систему машинного зрения для контроля ширины боковин на линии по производству полуфабрикатов шин. Система работает в реальном времени, обеспечивает измерение с точностью до 0,2 мм, передаёт данные в заводскую АСУШ и формирует отчёты. Это позволяет снизить количество брака и повысить стабильность производственного процесса.
О клиенте
Один из крупнейших производителей шин в России. Компания выпускает шины для легковых автомобилей, грузового и специального транспорта, поставляя продукцию как на внутренний рынок, так и на экспорт.
Проблема и задачи
Один из цехов предприятия производит резиновые полуфабрикаты для боковин, которые затем используются в процессе изготовления шин. Полотно шириной от 80 до 250 мм движется по конвейеру со скоростью до 45 м/мин, температура материала достигает 50 °C.
Ширина заготовки — один из ключевых параметров, от которого зависит качество будущей шины и её соответствие технологическим регламентам. Допустимое отклонение составляет всего доли миллиметра. Но на практике операторы не могут вручную отследить стабильность ширины боковины при непрерывной работе линии.
Если ширина выходит за пределы нормы, возникают сразу несколько рисков:
Всё это — прямые убытки для завода.
Раньше контроль выполнялся вручную и выборочно, поэтому ошибки замечались не сразу. Из-за этого часть продукции приходилось перепроверять и списывать.
Цель проекта — внедрить автоматическую систему контроля ширины полуфабриката с точностью до 0,2 мм, которая бы работала в реальном времени 24/7, сигнализировала оператору о любых отклонениях, передавала данные в систему заказчика и формировала отчёты для анализа.
Задачи
1. Автоматический бесконтактный контроль ширины боковин с точностью до 0,2 мм.
2. Сигнализация при выходе за допустимые пределы.
3. Передача данных в систему управления линией (АСУШ).
4. Хранение результатов в базе и формирование отчётности.
5. Работа в четырех точках контроля 24/7 (две закатки по 2 бобины).
Ширина заготовки — один из ключевых параметров, от которого зависит качество будущей шины и её соответствие технологическим регламентам. Допустимое отклонение составляет всего доли миллиметра. Но на практике операторы не могут вручную отследить стабильность ширины боковины при непрерывной работе линии.
Если ширина выходит за пределы нормы, возникают сразу несколько рисков:
- брак при последующей сборке шин,
- потери полуфабриката из-за несоответствия,
- остановка линии для проверки и переналадки.
Всё это — прямые убытки для завода.
Раньше контроль выполнялся вручную и выборочно, поэтому ошибки замечались не сразу. Из-за этого часть продукции приходилось перепроверять и списывать.
Цель проекта — внедрить автоматическую систему контроля ширины полуфабриката с точностью до 0,2 мм, которая бы работала в реальном времени 24/7, сигнализировала оператору о любых отклонениях, передавала данные в систему заказчика и формировала отчёты для анализа.
Задачи
1. Автоматический бесконтактный контроль ширины боковин с точностью до 0,2 мм.
2. Сигнализация при выходе за допустимые пределы.
3. Передача данных в систему управления линией (АСУШ).
4. Хранение результатов в базе и формирование отчётности.
5. Работа в четырех точках контроля 24/7 (две закатки по 2 бобины).
Решение
Мы предложили клиенту внедрить систему ML Sense.
ML Sense — система машинного зрения для контроля качества продукции и процессов на производстве. Входит в Реестр отечественного ПО.
В четырех точках контроля установлены 4 камеры и регулируемое освещение «на просвет», размещённое под конвейером. Полотно проходит через зону контроля в движении, при скорости до 45 м/мин и температуре до 50 °C. Система фиксирует его ширину в реальном времени с точностью до 0,2 мм.

Чтобы камеры стабильно фиксировали ширину, потребовалось доработать саму линию:
Кроме того, реализована система виброзащиты:
- между валами сделали вырезы в нижней части конвейера и задней стенке — для прохождения света и обзора камер;
- установлен специальный светильник с обратной стороны, создающий равномерное «просветное» освещение.
Кроме того, реализована система виброзащиты:
- аппаратные демпферы для крепления камер,
- программные алгоритмы стабилизации изображения, чтобы вибрации конвейера не снижали точность измерений.

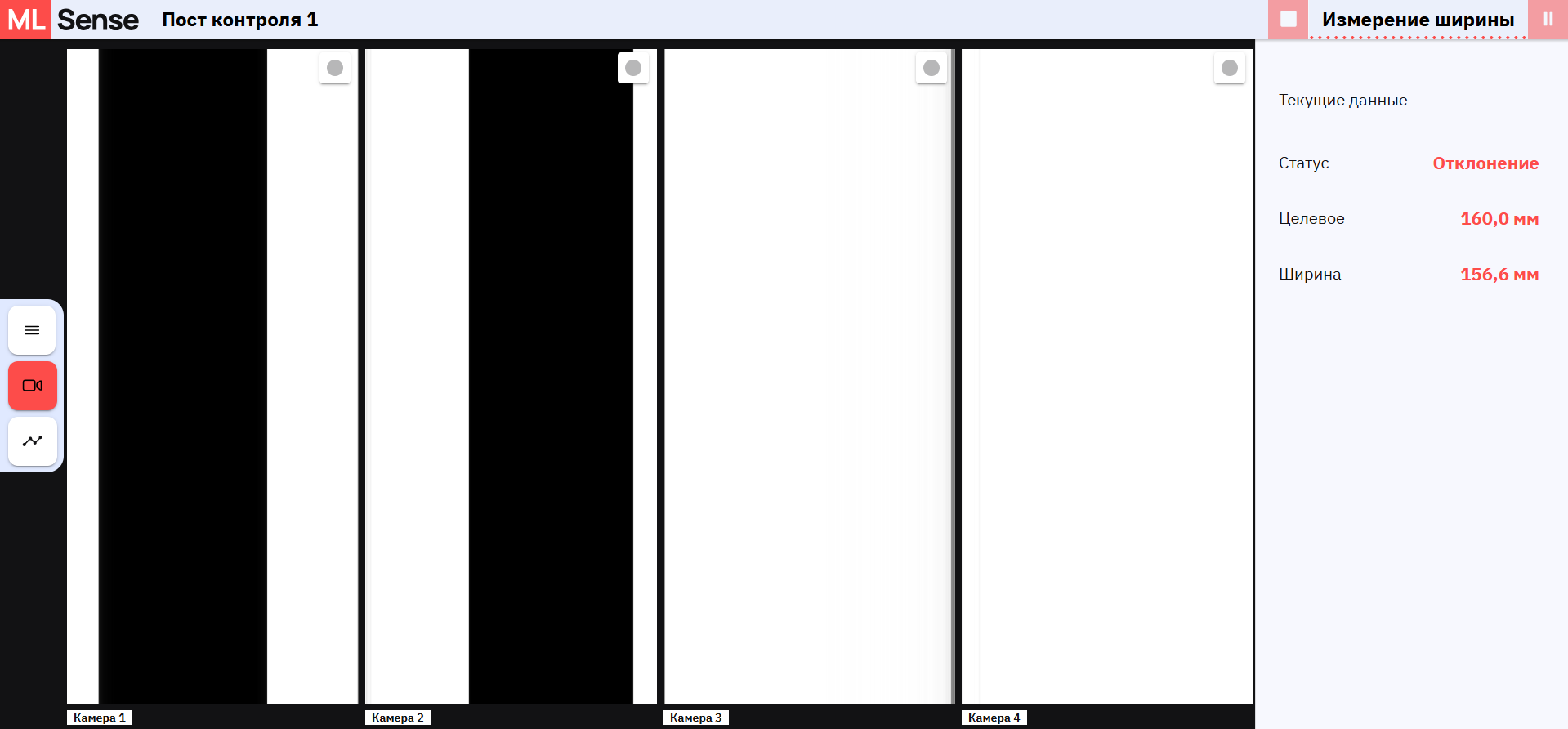
ML Sense определяет границы изделия по «чёрным пикселям» и преобразует полученные значения в миллиметры с учётом калибровки и дисторсии камеры. Если ширина выходит за пределы допуска, то на светозвуковой колонне загорается соответствующий цвет:
Система не оказывает управляющего воздействием на линию: решение остаётся за оператором, который видит сигнал на светозвуковой колонне и на пульте в реальном времени.
Все данные сохраняются во внутренней БД с указанием даты, времени, наименования полуфабриката и значения ширины. Хранение рассчитано на 12 месяцев, с возможностью экспорта результатов в систему АСУШ каждые 5 секунд.
- до 2 мм — зелёный,
- 2–3 мм — жёлтый,
- более 3 мм — красный и включается звуковой сигнал.
Система не оказывает управляющего воздействием на линию: решение остаётся за оператором, который видит сигнал на светозвуковой колонне и на пульте в реальном времени.
Все данные сохраняются во внутренней БД с указанием даты, времени, наименования полуфабриката и значения ширины. Хранение рассчитано на 12 месяцев, с возможностью экспорта результатов в систему АСУШ каждые 5 секунд.

Как работает система
1. Полуфабрикат (боковина) движется по конвейеру, подсвечивается снизу осветителем.
2. Камеры фиксируют его силуэт «на просвет», изображение передаётся на сервер ML Sense.
3. Система определяет границы изделия и рассчитывает фактическую ширину на основе пиксельной длины, скорректированной по калибровке.
4. Результат сравнивается с эталонным значением. При отклонении — система передает соответствующий сигнал на светозвуковую колонну.
5. Все данные:
Допустимая погрешность измерения — 0,2 мм.
Допустимая погрешность ширины боковины — 2 мм.
2. Камеры фиксируют его силуэт «на просвет», изображение передаётся на сервер ML Sense.
3. Система определяет границы изделия и рассчитывает фактическую ширину на основе пиксельной длины, скорректированной по калибровке.
4. Результат сравнивается с эталонным значением. При отклонении — система передает соответствующий сигнал на светозвуковую колонну.
5. Все данные:
- отображаются на пульте оператора в реальном времени;
- сохраняются в базе данных (PostgreSQL) с указанием даты, времени, наименования изделия и ширины;
- экспортируются в АСУШ не реже одного раза в 5 секунд.
Допустимая погрешность измерения — 0,2 мм.
Допустимая погрешность ширины боковины — 2 мм.
Результат
- Повышение стабильности производственного процесса: оператор получает точные данные о ширине боковины в режиме реального времени и может оперативно реагировать на отклонения без остановки линии
- Снижение доли брака за счёт раннего выявления расхождений в ширине полуфабриката.
- Погрешность измерения — 0,2 мм.